|
Průmyslové filtry dosahují ze všech odlučovačů nejvyšších odlučivostí a tím i nejnižších výstupních koncentrací i pod 1 mg/m3. Dominantní postavení mezi filtračními materiály zaujímají filtrační textilie vyráběné tkaním nebo vypichovací technologií s následnou povrchovou úpravou (membrány PTFE, zažehlování, natavování pod IČ zářičem, natavování plamenem). Při volbě filtrační textilie je nutno sledovat několik základních hledisek, jako jsou struktura filtrační vrstvy (průměry vláken, poréznost, tloušťka vrstvy, povrchová úprava), mechanické, tepelné, chemické a elektrické vlastnosti textilie.
O odlučovacích schopnostech filtrační textilie rozhoduje struktura filtrační vláknité vrstvy. Odlučovací proces u průmyslové filtrace se skládá ze tří fází. V prvé fázi se částice odlučují na jednotlivých vláknech čelní části filtrační vrstvy stejnými principy jako u vzduchové filtrace, tj. převážně difúzí, setrvačností a intercepcí. Ve střední fázi se částice ve vrstvě převážně odlučují na již odloučených částicích a vzniklými řetězci a plošnými shluky částic dochází k přemosťování vláken. V konečné fázi dojde k zaplnění pórů na čelní straně vrstvy a odloučené částice vytvářejí na povrchu vrstvy filtrační koláč ve tvaru vrstvy odloučených částic, která dále působí jako porézní zrnitá vrstva pro odlučování dalších částic. S nárůstem tloušťky filtračního koláče dochází ke zvyšování tlakové ztráty. Po překročení určité tlakové ztráty je nutno vrstvu částic (filtrační koláč) odstranit - regenerace filtračního materiálu nebo regeneraci filtru. Závažným omezením pro ještě širší uplatnění textilních filtrů v praxi je jejich omezená teplotní a chemická odolnost. O výsledných odolnostech filtračních materiálů rozhoduje nejenom vlastní materiál vláken, ale i případné použití skelné nebo jiné odolnější tkaniny jako nosného prvku pro následné vpichování jemných syntetických vláken. Důležitou roli sehrává i kvalita provedení povrchové úpravy. Nevýhodou chemicky odolné membrány z teflonu je její snížená odolnost proti abrazi. Důležitou roli hraje správné dimenzování velikosti filtrační plochy a filtrační rychlost. Vyšší hodnotu si můžeme dovolit při filtraci suchých a hrubších prachů při nižších teplotách plynu a intenzivnějším způsobu regenerace, naopak nižší hodnoty je nutno volit pro jemné a lepivé prachy, při vyšší teplotách a méně intenzivní regeneraci textilie. Významnou veličinou, která rozhoduje o výši provozních nákladů, je tlaková ztráta filtru. Rozhodující roli zde hraje vlastní tlaková ztráta filtračního materiálu a z toho vyplývá, že ji lze ovlivnit dimenzováním filtru, tj. volbou filtrační rychlosti a způsobem regenerace. Průměrné provozní tlakové ztráty se pohybují kolem 1500 Pa a představují vyšší nároky na použitý zdroj sání – ventilátor. |
RegeneraceRegenerace průmyslových filtrů se provádí několika způsoby. Za provozu filtru se nejčastěji používá regenerace pulzním profukem, kde se využívá energie tlakového vzduchu (zejména u hadicových a patronových filtrů). U kapsových filtrů se zejména využívá regenerace zpětným proplachem, kde se část filtru na krátkou dobu odstaví a profukuje se externím vzduchem.
Regenerace zpětným proplachem je mechanicky šetrná vůči filtrační textilii a může zajistit její delší životnost. 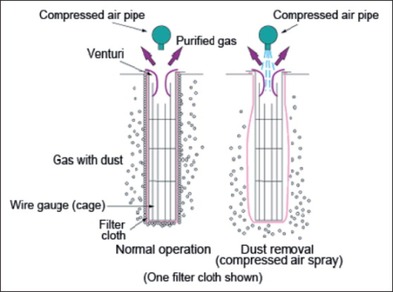
|
Hlavní vlastnostiCelkově lze průmyslové filtry hodnotit jako odlučovací zařízení s nejvyššími nároky na výstupní koncentraci. V porovnání s elektrickými odlučovači jsou filtry investičně méně náročné, avšak díky relativně vysoké tlakové ztrátě, spotřebě tlakového vzduchu u pulzní regenerace a nutnosti pravidelné výměny textilií zhruba v intervalu 3 - 5 let, mají vyšší provozní náklady. .
|